VIP member

Precision fully closed-loop servo press
Product Name: Precision Full Loop Servo Press Product Model: Provides a drive control integrated press machine controller that directly drives servo m
Product details
| project | parameter | ||
| itinerary | 250mm | ||
| thrust | 0-500Kgf | 0.1~1T | 0.1~2T |
| Pressure accuracy | 0.5%FS | ||
| maximum speed | 250mm/s | 250mm/s | 125mm/s |
| Press-fitting speed | 0-30mm/s | ||
| Positioning accuracy (at any speed and load) | ±0.01mm | ||
| Repetitive positioning accuracy | ±0.005mm | ||
| Working Voltage | 220V 50Hz/380V 50Hz | ||
| power | 1000W | 2000W | 3000W |
| Workbench dimensions | 400mm*300mm | ||
We:
Provide a controller based on a drive control integrated press fitting machine, which directly drives servo motors, connects pressure sensors and grating rulers, etc., to achieve precise full closed-loop control of the position and pressure of the electric cylinder.
Optimized actuator of the press fitting machine ensures the flatness and parallelism of the template, the positional accuracy of the electric cylinder output shaft, and the axial circular runout, assisting customers in eliminating complex devices such as guidance, positioning, and overvoltage prevention in previous tooling, reducing tooling costs, and achieving rapid mold replacement and production adjustment.
requirements
The motor rotor shaft is press fit with the iron core and cover plate through interference fit.
Process flow:
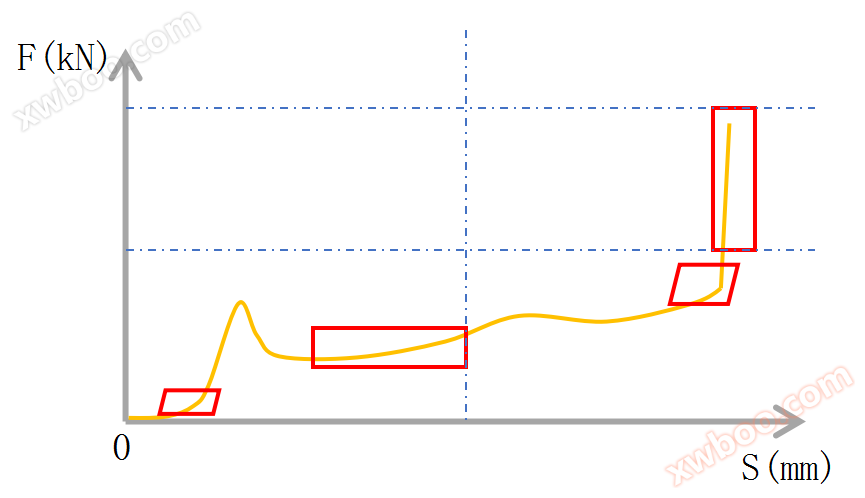
Using the position mode, press the motor rotor shaft vertically into the rotor iron core and cover plate, going through four stages: contact force, smooth pressing, pressing end, and pressing limit, as shown in the following figure.




Technical Indicators:
The pressing depth is about 40mm, and the cycle time is required to be 5s. It is necessary to ensure that the pressing depth error is controlled within the range of 0.02mm, and to be able to detect and eliminate products with out of tolerance fit. Four windows are used for detection, and real-time online quality inspection is required.
Online inquiry
-
Contacts
-
Company
-
Telephone
-
Email
-
WeChat
-
Verification Code
-
Message Content
-