
VIP member
Inspection of Flat Cast Iron/Cast Iron Flat Inspection Platform/Cast Iron Platform Flat Inspection Marking Flat Plate Shengding Machinery
The requirement for contact spots on the cast iron inspection platform is for newly made and repaired scraped flat plates to be tested for contact spo
Product details
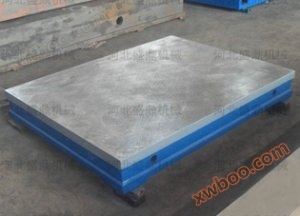
The cast iron inspection platform is a flat reference measuring tool used for workpiece inspection or marking. Before using the tablet, it needs to be installed and adjusted horizontally, with the load evenly distributed on each support point. It is also a reference plane used for measurement in production workshops or metrology departments; The marking platform is a reference plane used for marking in production. Although both types of flat plates are reference planes, their processing methods, plane accuracy, and functional functions are different. The inspection flat working surface dedicated to coloring method needs to be scraped and ground; The working surface of the inspection board for other purposes needs to be scraped, ground or ground; Just use a sword light to mark the working surface of the flat panel. From this, it can be seen that the planar accuracy of the detection platform is higher than that of the marking plate. When producing high-strength gray cast iron, it is often required that the iron liquid of the cast iron marking platform casting be overheated and the carbon silicon content be appropriately reduced. This is accompanied by a decrease in nucleation ability, resulting in the appearance of undercooled graphite and even some free carbides. Fertility treatment can reduce the tendency of undercooling in molten iron, and the molten iron can undergo eutectic solidification according to a stable system, forming an ideal graphite state. At the same time, it can refine the grain size and improve the uniformity of the structure and properties.
The requirement for contact spots on the cast iron inspection platform is for newly made and repaired scraped flat plates to be tested for contact spots using the coloring method. The difference between the number of spots in a square with a side length of 25 millimeters and the number of spots in any two squares should not exceed the standard requirements. The number of spots within 5 millimeters from the edge of the flat working surface does not need to be calculated. The verification method is to use the "three sided mutual grinding" method to verify the 0-level flat plate with a size less than or equal to 400 × 400 millimeters. The 0-level flat plate with a size greater than 400 × 400 millimeters is allowed to be verified using a 0-level small flat plate or a 0-level ruler. The length of the long side of the small flat plate should not be less than half of the diagonal length of the verified flat plate, and the length of the ruler should not be less than the diagonal length of the verified flat plate. Reduce sensitivity to cooling rate to improve the mechanical properties of flat cast iron. In the production of high-grade cast iron and thin-walled cast iron parts, almost all are subjected to inoculation treatment. It involves adding ferrosilicon or other inoculants, such as strontium barium inoculant, silicon barium inoculant, etc., to the supercooled molten iron to form a large number of uniformly distributed crystal cores in a short period of time, refining eutectic clusters and graphite, and transforming graphite from dendritic D-type and E-type distribution to small and uniform A-type distribution. This improves the uniformity of tissue at different wall thicknesses. Some fertility agents, such as calcium silicate, have desulfurization effects that can make graphite shorter and thicker.
The cast iron inspection platform is widely used with the development of the casting industry, and the casting industry and the machine tool industry are closely related. The two industries are interdependent, one prospers and the other suffers. The continuous decrease in order volume in the machine tool industry also means that the production scale of the machine tool industry is constantly shrinking, and the corresponding demand for casting products will also decrease accordingly. As a major market customer of the foundry industry, the continuous decline in the performance of the machine tool industry also indicates that the development prospects of the foundry industry will be hindered. Opportunities and challenges coexist. As a deep hole boring machine and machine tool casting enterprise, we should strive to grasp our own development direction, turn pressure into motivation, be brave in development, innovation, and reform, in order to stand invincible!
Online inquiry
-
Contacts
-
Company
-
Telephone
-
Email
-
WeChat
-
Verification Code
-
Message Content
-